
เครื่องเชื่อมระบบทิก (TIG)งานเชื่อมเนียบคุมค่าการลงทุน
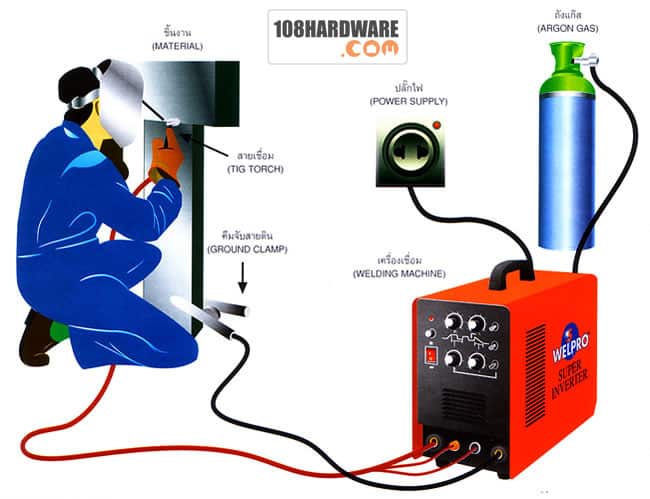
TIG ย่อมาจาก TUNGSTEN INERT GAS เครื่องเชื่อมระบบทิก (TIG) ใช้การนำกระแสที่ปลายลวดทังสเเตน ส่งผ่านไปที่แนวเชื่อมเพื่อให้เกิดการหลอมละลายของชิ้นงาน โดยใช้แก๊สเฉื่อยซึ่งทั่วๆไปนิยมใช้แก๊สอาร์กอน เป็นแก๊สปกคลุมแนวเชื่อม มีชื่อเรียกการเชื่อมนี้ว่า GTAW. ย่อมาจาก คำว่า gas tungsten arc welding ชื่อที่เรียกมาจากสมาคมการเชื่อมทางอเมริกา (American welding society หรือ AWS.) การเชื่อมวิธีนี้เบื้องต้นจะเชื่อมโดยไม่ต้องมีเนื้อลวดแต่ใช้ความร้อนเป็นตัวหลอมเนื้องานให้ติดกัน นอกเสียจากการเชื่อมบางชิ้นงานที่อาจจะต้องมีลวดเติมเพื่อความสมบูรณ์ของชิ้นงานและได้แนวเชื่อมที่ต้องการ
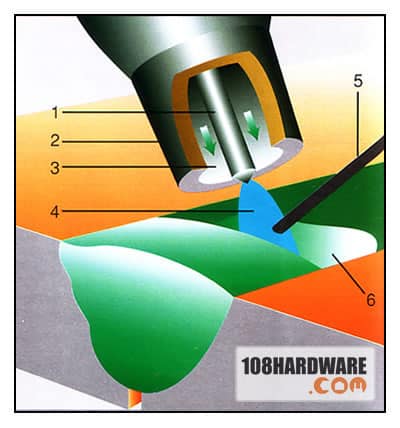
กระบวนการเชื่อมทิก TIG Processกระบวนการเชื่อมทิก/TIG Process
1. ลวดทังสเเตน / Tungsten electrode
2. กระเบื่องปกคลุมแก๊ส / Nozzle
3. แก๊สปกคลุมแนวเชื่อม / (Argon) Inert atmosphere
4. เปลวอาร์ก / Welding Arc
5. ลวดเติม / Filer metal rod
6. บ่อหลอมละลาย / Molten pool
![]() ข้อดี: ของการเชื่อมระบบทิก คือการใช้งานง่าย มองเห็นแนวเชื่อมและบ่อหลอมละลายชัดเจน จากการอาร์กที่สะอาดไม่มีควัน ให้แนวเชื่อมที่สวยงาม เพราะไม่ต้องใช้ฟลักซ์ แนวเชื่อมที่ได้ทำให้ไม่ต้องเคาะสแลก ตัดปัญหาสแลกฝังตัวในแนวเชื่อม สาเหตุแนวเชื่อมที่ไม่แข็งแรงจนผุกร่อนได้ง่าย การเชื่อมทิกนิยมใช้ในการเชื่อมงานบางทั้งสแตนเลสและอลูมิเนียม นอกจากนี้แล้วยังนิยมใช้ในการเชื่อมยัดใส้ (root passes) ในงานเชื่อมท่ออีกด้วย ทั้งยังใช้ในระบบเชื่อมอัตโนมัติ ข้อดีอีกประการหนึ่งคือการเชื่อมด้วยวิธีนี้มีควันน้อยมากจึงไม่เป็นอันตรายต่อผู้ใช้งาน
ข้อดี: ของการเชื่อมระบบทิก คือการใช้งานง่าย มองเห็นแนวเชื่อมและบ่อหลอมละลายชัดเจน จากการอาร์กที่สะอาดไม่มีควัน ให้แนวเชื่อมที่สวยงาม เพราะไม่ต้องใช้ฟลักซ์ แนวเชื่อมที่ได้ทำให้ไม่ต้องเคาะสแลก ตัดปัญหาสแลกฝังตัวในแนวเชื่อม สาเหตุแนวเชื่อมที่ไม่แข็งแรงจนผุกร่อนได้ง่าย การเชื่อมทิกนิยมใช้ในการเชื่อมงานบางทั้งสแตนเลสและอลูมิเนียม นอกจากนี้แล้วยังนิยมใช้ในการเชื่อมยัดใส้ (root passes) ในงานเชื่อมท่ออีกด้วย ทั้งยังใช้ในระบบเชื่อมอัตโนมัติ ข้อดีอีกประการหนึ่งคือการเชื่อมด้วยวิธีนี้มีควันน้อยมากจึงไม่เป็นอันตรายต่อผู้ใช้งาน
![]() ข้อด้อย: ราคาเครื่องเชื่อมค่อนข้างสูง ต้องใช้ความชำนาญในการเชื่อม การเชื่อมที่สามารถทำได้ช้ากว่าการเชื่อมด้วยวิธีอื่น และเกิดความร้อนสะสมที่ชิ้นงานเชื่อมสูงกว่าด้วยเช่นกัน ทำให้ต้องใช้แก๊ส มีการตั้งค่าที่ซับซ้อน อีกทั้งต้องมีแหล่งจ่ายไฟและต้องใช้แก๊ส
ข้อด้อย: ราคาเครื่องเชื่อมค่อนข้างสูง ต้องใช้ความชำนาญในการเชื่อม การเชื่อมที่สามารถทำได้ช้ากว่าการเชื่อมด้วยวิธีอื่น และเกิดความร้อนสะสมที่ชิ้นงานเชื่อมสูงกว่าด้วยเช่นกัน ทำให้ต้องใช้แก๊ส มีการตั้งค่าที่ซับซ้อน อีกทั้งต้องมีแหล่งจ่ายไฟและต้องใช้แก๊ส
เครื่องเชื่อมTIG คุณภาพดี ประหยัดไฟ มีใบรับประกัน ที่อยากแนะนำคือ เครื่องเชื่อมTIG รุ่น WELPRO WELTIG 160, WELPRO WELTIG 200, WELPRO WELTIG 250 , IWELD TIG 160, IWELD TIG 200, IWEL TIG/MMA 185
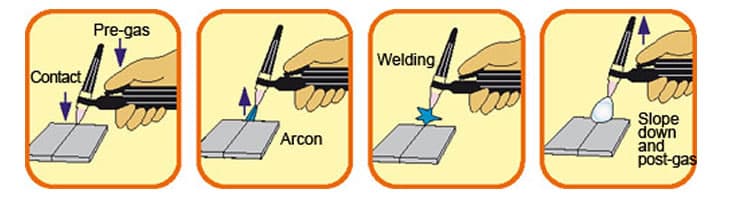
การเชื่อมระบบทิกเขี่ย / SCRATCH arc striking device
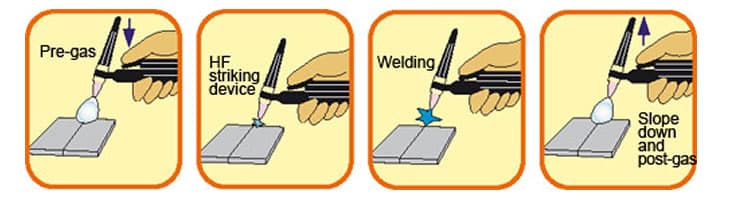
การเชื่อมระบบ HF / HF arc striking device
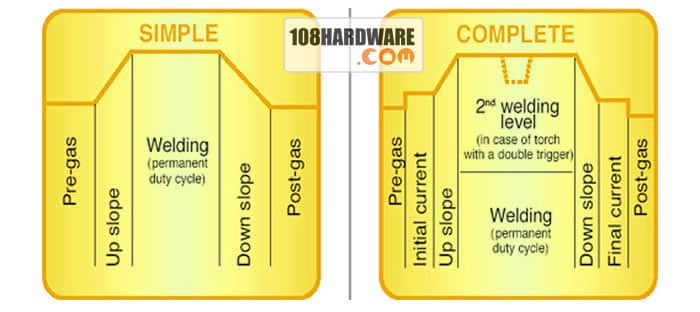
Legend for TIG welding
Pre-gas
แก๊สปกคลุมแนวเชื่อมมื่อเริ่มกดสวิตย์ ก่อนที่จะเริ่มจ่ายกระแสเชื่อม
Torch and harness are purged before striking.
Up slope function
เพิ่มกระแสเชื่อมเริ่มต้นจากศูนย์จนถึง ค่าที่ตั้งไว้
Allows a progressive increasing of the welding current.
Initial welding current
กระแสขณะเชื่อมจะถูกควบคุมให้คงที่ตามค่าที่ตั้งไว้
Allows to pre-heat a piece and to position it correctily on the joint to be welded
Down slope function
ลดกระแสลงหลังปล่อยสวิตซ์ จากค่ากระแสเชื่อมปกติลงมาที่ศูนย์
Prevents a crater at the end of the welding cycle and prevents the risks of cracking particularly light alloys.
Post-gas
แก๊สปกคลุมแนวเชื่อมหลังจากปล่อยสวิตซ์หยุดการเชื่อมแล้ว
Protection of the work pieceand the electrode after welding completed.
ฟังก์ชั่นการเชื่อม TIG
TIG Welding Cycles
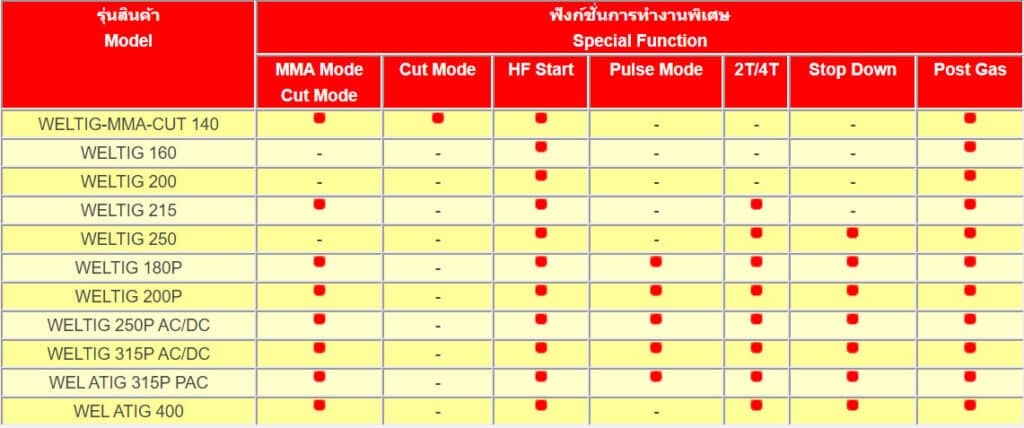
การเลือกเครื่องเชื่อม TIG
Choice for TIG power sources

การเลือกเครื่องเชื่อม TIG ฟังก์ชั่นการทำงานพิเศษ
การเลือกเครื่องเชื่อม TIG กระแสเชื่อม น้ำหนัก

การปรับค่าในการเชื่อม
Setting Parameter

tig_remark
หมายเหตุ : ข้อมูลการปรับค่าพารามิเตอร์ในการเชื่อมต่างๆ เป็นค่ามาตรฐานสากลทั่วไป ในการใช้งานจริงอาจมีการเปลี่ยนแปลงได้ตามสภาวะการใช้งาน ซึ่งทางบริษัท จะไม่รับผิดชอบต่อความเสียหายใดๆ ที่เกิดขึ้นจากการนำข้อมูลนี้ไปใช้งาน






