
มาดูเครื่องเชื่อม MIG-MAG เชื่อมได้ยาวต่อเนื่องประหยัดเวลาคุ้มค่าจริงๆ
ตู้เชื่อมมิก MIG (Metal Inert Gas) หรือที่ช่างเรียกับว่าเครื่องเชื่อมคาร์บอน (CO2) ซึ่งที่จริงแล้วเครื่องเชื่อมนี้อาจจะใช้แก๊สผสมด้วยคาร์บอนก็ได้ ขึ้นอยู่กับชิ้นงานที่ต้องการเชื่อม ดังนั้นจึงสามารถเชื่อมชิ้นงานที่มีความบางได้ดีกว่าตู้เชื่อมไฟฟ้าที่ใช้ธูปเชื่อม
ด้วยเหตุนีเอง ทำให้เป็นที่นิยมกับงานเชื่อมที่ต้องการความละเอียดสหรับการเชื่อมโลหะบางๆ การทำงานของ เครื่องเชื่อมมิกจะเชื่อมโดยการป้อนเนื้อลวดลงไปที่ชิ้นงานอัตโนมัติ
ทำให้เกิดการหลอมละลายอย่างต่อเนื่อง โดยจะมีแก๊สเกิดขึ้นที่แนวเชื่อมทำหน้าที่คอยป้องกันอากาศจากภายนอกเข้าไปที่บ่อหลอมละลาย เพราะหากอากาศจากภายนอกเข้าไปทำปฏิกิริยาในระหว่างเชื่อมจะส่งผลให้คุณภาพของงานเชื่อมต่ำได้ เพื่อที่จะได้งานเชื่อมที่มีคุณภาพ
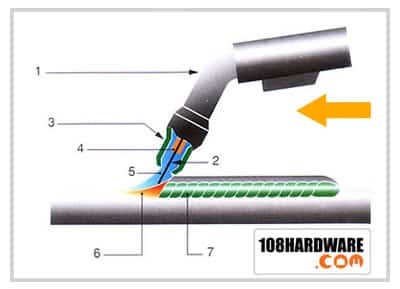
กระบวนการเชื่อมมิก-แมก หรือ MIG-MAG Process
1. หัวเชื่อม / Torch
2. ลวดเชื่อม / Electrode wire
3. หัวปกคลุม / Nozzle
4. หัวนำลวด / Contact tip
5. แก๊สปกคลุม / Gaseous protection
6. บ่อหลอมละลาย / Molten metal
7. แนวเชื่อม / Weld bead
จุดเด่นข้อดีและข้อเสีย
![]()
ข้อดีของการเชื่อมระบบมิก คือ สามารถเชื่อมได้ทั้งแบบธรรมดาและ แบบออโตเมติกสามารถเชื่อมงานโลหะได้เกือบทุกชนิด เช่น เหล็ก (Steel), เหล็กเหนี่ยว (mild steel), สแตนเลส (Stainless steel), อลูมิเนียม (Aluminum), ทองแดง (Copper) เป็นต้น ด้วยข้อดีที่ข้างต้น ทำให้เป็นที่นิยมสามารถเชื่อมงานได้หลากหลาย รวมถึงงานเชื่อมเฉพาะทาง
ข้อดีอีกอย่างคือสามารถเชื่อมงานได้ทุกท่าเชื่อม เพราะเมื่อเปรียบเทียบการเชื่อมมิกกับการเชื่อมไฟฟ้าด้วยธูปเชื่อมแล้วด้วยนั้น การเชื่อมมิกจะสามารถเชื่อมงานได้รวดเร็วกว่าและสามารถเดินแนวเชื่อมได้ยาวและต่อเนื่องทำให้มีความสะดวก เพราะแบบนี้เอง ช่วยให้ประหยัดเวลาได้มากขึ้นด้วยทำงานได้ต่อเนื่อง เนื่องจากการเชื่อมแนวยาวนั้น ไม่ต้องเสียเวลาในการเปลี่ยนลวดเชื่อมบ่อยๆ
![]() ข้อด้อยคือ ราคาที่คุณต้องจ่ายนั้นสูงกว่า และการใช้อุปกรณ์ในการเชื่อมที่มากกว่าทำให้ไม่สะดวกในการเคลื่อนย้ายบ่อย แต่ถ้าไม่มีการเคลื่อนที่ ตู้เชื่อมระบบมิกแมก (MIG-MAG) เป็นทางเลือกที่ดีทางหนึ่งในการทำงานด้วยงานเชื่อมที่ดีและประหยัดเวลามากขึ้น ทำให้การที่จะครอบครองเครื่องมือนั้นต้องมีทุนพอสมควร หรือมีระยะเวลาการเก็บเงินสักหน่อย สำหรับการลงทุน
ข้อด้อยคือ ราคาที่คุณต้องจ่ายนั้นสูงกว่า และการใช้อุปกรณ์ในการเชื่อมที่มากกว่าทำให้ไม่สะดวกในการเคลื่อนย้ายบ่อย แต่ถ้าไม่มีการเคลื่อนที่ ตู้เชื่อมระบบมิกแมก (MIG-MAG) เป็นทางเลือกที่ดีทางหนึ่งในการทำงานด้วยงานเชื่อมที่ดีและประหยัดเวลามากขึ้น ทำให้การที่จะครอบครองเครื่องมือนั้นต้องมีทุนพอสมควร หรือมีระยะเวลาการเก็บเงินสักหน่อย สำหรับการลงทุน
เมื่อลุกค้ามีทุนสำหรับการลงทุนซื้อเครื่องเชื่อมระบบมิก แนะนำ ตู้เชื่อมมิก MIG คุณภาพดี ประหยัดไฟ มีใบรับประกัน ที่อยากแนะนำคือ เครื่องเชื่อมมิก MIG รุ่น WELPRO WELMIG/MMA 200Y, WELPRO WELMIG/MMA 250Y1, WELPRO WELMIG/MMA 250Y3 เพื่อให้งานเชื่อมได้ดีมีคุณภาพ แนวเชื่อมสวยงามต่อเนื่อง

Built-in wire feeder type

Separation wire feeder type
ข้อมูลรายละเอียด เรื่องแก๊สสำหรับการเชื่อม
| ข้อมูล ตารางแก๊สเชื่อมโดยทั่วไป (TYPICAL WELDING GAS) |
||||||||
| MATERIALS ประเภทงานเชื่อม |
MODE การทำงาน |
แก๊สคาร์บอน CO2 |
อาร์กอนกับ แก๊สคาร์บอน ArCO2 |
อาร์กอนกับ แก๊สคาร์บอน ArCO2 |
อาร์กอนกับ แก๊สคาร์บอน ArCO2 |
อาร์กอนกับ แก๊สคาร์บอน ArCO2 |
อาร์กอนกับ แก๊สคาร์บอน ArCO2 |
อาร์กอน Ar |
| เชื่อมเหล็กกล้า (STEEL) |
SHORT/SPRAY ARC | ★ NO SPRAY ARC |
★ | ★ | ||||
| PULSE ARC | ★ | ★ | ★ | |||||
| SHORT/SPRAY ARC | ★ | ★ | ★ | |||||
| เชื่อมสแตนเลส (STAINLESS STEEL) | SHORT/SPRAY ARC | ★ | ★ | ★ | ★ | |||
| PULSE ARC | ★ | |||||||
| เชื่อมอลูมิเนียม (ALUMINIUM) | SHORT/SPRAY ARC/PULSE ARC | ★ | ||||||
| เชื่อมทองเหลือง/ทองแดง (BRASS/BRONZE) | SHORT/SPRAY ARC | ★ | ||||||
| เชื่่อมโลหะผสม (BRAZING) |
SHORT/SPRAY ARC/PULSE ARC | ★ | ||||||
*AMIG 350P III special function PULSE MODE
ลักษณะแนวการเชื่อมโลหะ

PULSE welding (Fig. A)
PULSE ON PULSE welding (Fig. B)

PULSE ON PULSE welding (Fig. B)
กราฟการทำงานระบบการเชื่อม
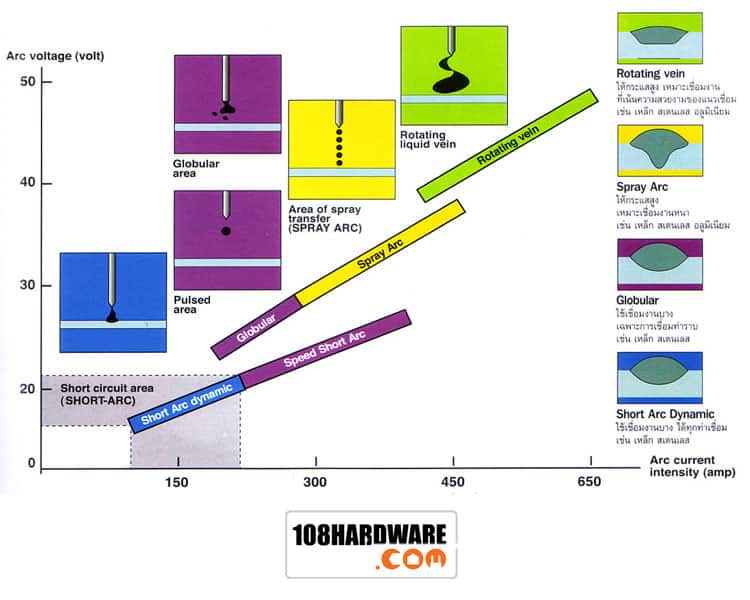
กระบวนการเชื่อมมิก-แมก
MIG-MAG Welding Process
แนวทางวิธีการปรับค่าแรงดัน และกระแสให้มีความสัมพันธ์กันจะมีผลต่อแนวเชื่อมที่ได้ ของการเชื่อมมิก-แมก
ดังแสดงในรูป เช่น การเชื่อมทั่วไป (Short Arc Dynamic) ใช้แรงดันไฟ 10-22 volt กระแส 120-220 Amp เป็นต้น
Rotating vein: ให้กระแสสูง เหมาะเชื่อมงานเน้นความสวยงามของแนวเชื่อม เช่น เหล็ก สเเตนเลส อลูมีเนียม
Spray Arc:ให้กระแสสูง เหมาะเชื่อมงานหนา เช่น เหล็ก สเเตนเลส อลูมิเนียม
Globular: ใช้เชื่อมงานบางเฉพาะการเชื่อมท่าราบ เช่น เหล็ก สเเตนเลส
Short Arc Dynamic: ใช้เชื่อมงานบางได้ทุกท่าเชื่อม เช่น เหล็ก สเเตนเลส
สำหรับช่างเชื่อมตาราง การปรับค่าในการเชื่อม/SETTING PARAMETER
Parameter setting of Arc voltage and Arc current in MIG-MAG Welding process is important to the transfer mode such as Shot Arc Dynamic mode, Arc voltage is between 10-22 volt and Arc current is between 120-220 Amp.
ตารางข้อมูลเครื่องเชื่อม WELPRO WELMIG กระแสเชื่อม
| ข้อมูล รุ่นสินค้า Model |
แรงดันไฟที่ใช้ Power Supply |
ชนิด กระแสเชื่อม Output Current |
จำนวน โรลเลอร์ Number of Roler |
ชุดป้อนลวด Wire Feeder |
กระแสเชื่อม Welding Current (A) |
|||||||||||
| 220 volt |
380 volt |
รวม Built-in |
แยก Separation |
50 | 100 | 150 | 200 | 250 | 300 | 350 | 400 | 450 | 500 | |||
| WELMIG 200Y | ★ | – | DC | 2 | ★ | – | ▲ | ▲ | ▲ | ▲ | ||||||
| WELMIG 250Y1 | ★ | – | DC | 2 | ★ | – | ▲ | ▲ | ▲ | ▲ | ▲ | |||||
| WELMIG 250Y3 | – | ★ | DC | 2 | ★ | – | ▲ | ▲ | ▲ | ▲ | ▲ | |||||
| WELMIG 315P | – | ★ | DC | 2 | ★ | – | ▲ | ▲ | ▲ | ▲ | ▲ | ▲ | ▲ | |||
| WELMIG 250F1 | ★ | – | DC | 2 | – | ★ | ▲ | ▲ | ▲ | ▲ | ▲ | |||||
| WELMIG 250F3 | – | ★ | DC | 2 | – | ★ | ▲ | ▲ | ▲ | ▲ | ▲ | |||||
| WELMIG 350F | – | ★ | DC | 4 | – | ★ | ▲ | ▲ | ▲ | ▲ | ▲ | ▲ | ▲ | |||
| WELMIG 500F | – | ★ | DC | 4 | – | ★ | ▲ | ▲ | ▲ | ▲ | ▲ | ▲ | ▲ | ▲ | ▲ | ▲ |
| AMIG 350P III | – | ★ | DC | 4 | – | ★ | ▲ | ▲ | ▲ | ▲ | ▲ | ▲ | ▲ | |||
ตารางข้อมูลเครื่องเชื่อม WELPRO WELMIG ขนาดลวดเชื่อมที่ใช้
| Products Model |
แรงดันไฟที่ใช้ Power Supply |
ชนิด กระแสเชื่อม Output Current |
จำนวน โรลเลอร์ Number of Roler |
ชุดป้อนลวด Wire Feeder |
Gขนาดลวดเชื่อมที่ใช้/ Wire Diameter(mm) Steel/Stainless Steel/Aluminum |
น้ำหนัก Weight (Kg) |
||||||
| 220 volt |
380 volt |
รวม Built-in |
แยก Separation |
0.8 | 0.9 | 1.0 | 1.2 | 1.6 | ||||
| WELMIG 200Y | ★ | – | DC | 2 | ★ | – | ★ | ★ | ★ | ★ | – | 47 |
| WELMIG 250Y1 | ★ | – | DC | 2 | ★ | – | ★ | ★ | ★ | ★ | – | 48 |
| WELMIG 250Y3 | – | ★ | DC | 2 | ★ | – | ★ | ★ | ★ | ★ | – | 50 |
| WELMIG 315P | – | ★ | DC | 2 | ★ | – | ★ | ★ | ★ | ★ | – | 51 |
| WELMIG 250F1 | ★ | – | DC | 2 | – | ★ | ★ | ★ | ★ | ★ | – | 40 |
| WELMIG 250F3 | – | ★ | DC | 2 | – | ★ | ★ | ★ | ★ | ★ | – | 40 |
| WELMIG 350F | – | ★ | DC | 4 | – | ★ | – | ★ | ★ | ★ | ★ | 40 |
| WELMIG 500F | – | ★ | DC | 4 | – | ★ | – | ★ | ★ | ★ | ★ | 50 |
| AMIG 350P III | – | ★ | DC | 4 | – | ★ | ★ | – | ★ | ★ | ★ | 45 |

วิธีการปรับค่าในการเชื่อม/SETTING PARAMETER
| ความหนาชิ้นงาน Thickness (mm) |
ขนาดลวด Wire Radius (0mm) |
กระแสเชื่อม Weldind Current (A) |
แรงดันไฟ Weldind Voltage (v) |
ความเร็วในการเชื่อม Weldind Speed (cm/min) |
ปริมาณแก๊สปกคลุม Gas Flow Volume (l/m) |
| 0.8 | 0.8-0.9 | 60-70 | 16-16.5 | 50-60 | 10 |
| 1.0 | 0.8-0.9 | 75-85 | 17-17.5 | 50-60 | 10-15 |
| 1.2 | 0.8-0.9 | 80-90 | 17-18 | 50-60 | 10-15 |
| 1.6 | 0.8-0.9 | 95-105 | 18-19 | 45-50 | 10-15 |
| 2.0 | 1.0-1.2 | 110-120 | 19-19.5 | 45-50 | 10-15 |
| 2.3 | 1.0-1.2 | 120-130 | 19.5-20 | 45-50 | 10-15 |
| 3.2 | 1.0-1.2 | 140-150 | 20-21 | 45-50 | 10-15 |
| 4.5 | 1.0-1.2 | 170-185 | 22-23 | 45-50 | 15 |
| 6.0 | 1.2 | 230-260 | 24-26 | 45-50 | 15-20 |
| 9.0 | 1.2 | 320-340 | 32-34 | 45-50 | 15-20 |
 หมายเหตุ : ข้อมูลการปรับค่าพารามิเตอร์ในการเชื่อมต่างๆ เป็นค่ามาตรฐานสากลทั่วไปใน การใช้งานจริงอาจมีการเปลี่ยนแปลงได้ตามสภาวะการใช้งาน ซึ่งทางบริษัทฯ จะไม่รับผิดชอบต่อความเสียหายใดๆ ที่เกิดขึ้นจากการนำข้อมูลนี้ไปใช้งาน
หมายเหตุ : ข้อมูลการปรับค่าพารามิเตอร์ในการเชื่อมต่างๆ เป็นค่ามาตรฐานสากลทั่วไปใน การใช้งานจริงอาจมีการเปลี่ยนแปลงได้ตามสภาวะการใช้งาน ซึ่งทางบริษัทฯ จะไม่รับผิดชอบต่อความเสียหายใดๆ ที่เกิดขึ้นจากการนำข้อมูลนี้ไปใช้งาน
ตารางการเลือกใช้อุปกรณ์ตามชนิดของชิ้นงาน
|
ชิ้นงาน Material |
แก๊สปกคลุม Shield Gas |
โรลเลอร์ Roller |
ท่อนำลวด Liner |
| เชื่อมเหล็กกล้า (STEEL) | CO2 หรือ CO2+Argon | แบบร่อง V | ท่อเหล็ก |
| เชื่อมสแตนเลส (STAINLESS STEEL) | Argon หรือ CO2+Argon | แบบร่อง V | ท่อเหล็ก |
| เชื่อมอลูมิเนียม (ALUMINIUM) | Argon | แบบร่อง U | ท่อ Teflon |




